







Область применения смазочных материалов обширна. Правильно выбранный смазочный материал способствует работе механизмов машины в целом с высоким КПД, уменьшает износ трущихся поверхностей деталей, увеличивает срок службы и повышает надежность, предохраняет ее поверхности от коррозии. Жидкие масла, кроме того, уносят часть тепла с нагретых деталей машины, т.е. выполняют функции смазывающих, охлаждающих жидкостей (СОЖ).
В спецификациях конструкций машины в технических условиях на ее эксплуатацию указывают тип и марки используемого смазочного материала.
Выпускаемые промышленностью смазки насчитывают свыше 350 наименований, и список их продолжает пополняться.
Наиболее распространены три вида смазочных материалов - жидкие минеральные масла, пластичные смазки (консистентные пасты) и твердосмазочные материалы. Для специальных условий работы в качестве материалов применяют силиконовые жидкости на основе различных кремнийорганических соединений.
Смазочные материалы подаются к трущимся поверхностям деталей машины и ее механизмов, чтобы путем создания смазывающих пленок уменьшить площадь непосредственного контакта поверхностей деталей или полностью избежать его, уменьшив, таким образом, коэффициент трения и связанные с ним потери. Если коэффициент трения смазанных поверхностей находится обычно в пределах от 0,1 до 0,2,то при полном жидкостном трении, т.е. в том случае, когда трущиеся поверхности разделены смазочным слоем, он не превышает, как правило, величины 0,002–0,01 в зависимости от свойств смазочного материала и условий трения. Смазочная жидкость, протекая между трущимися поверхностями, значительно улучшает теплоотвод. Это обеспечивает нормальную работу трущейся пары. Сухое трение, которое имеет место при относительном движении несмазанных поверхностей, связано со значительным износом в паре трения, и его необходимо избегать.
Основные функции смазочного материала заключаются в следующем: обеспечении низкого трения; отводе тепла от трущихся частей; удалении продуктов износа из зоны трения и в предотвращении попадания инородных частиц в зазор между поверхностями трущихся деталей; защите деталей от коррозии (минеральные масла).
Минеральные масла. Смазочные материалы на минеральной основе используют для смазывания и охлаждения, переноса тепла (теплоносители), в качестве рабочих жидкостей для гидравлических систем и т.п.
Смазочные масла на минеральной основе подразделяют на группы по химическому составу в зависимости от вида сырья, из которого они изготовлены. Масла одинакового состава различают по характеру очистки и способу производства. По условиям использования выделяют две основные группы масел - конструкционные и технологические. К первой группе относят моторные, трансмиссионные, компрессорные, индустриальные, турбинные, цилиндровые, вакуумные и специальные (судовые, приборные, осевые и др.); ко второй - масла, применяемые при обработке металлов.
В зависимости от физико-химических свойств установлены сорта масел.
Основными показателями качества масла являются скорость износа контактируемых поверхностей деталей, нагрузка, заедание, коэффициент трения и приработочные свойства. Вспомогательными характеристиками являются: вязкостно-температурная зависимость, химические свойства (антикоррозийность), вспениваемость, высоко- и низкотемпературные свойства, окислительная стабильность, диаэрация, совместимость с материалами уплотнений.
Для определения пригодности масла к эксплуатации в условиях пониженной температуры важным показателем является температура застывания, устанавливаемая опытным путем: если форма мениска испытуемого масла при наклоне пробирки диаметром 15-17 мм на 45° не изменяется в течение 1 мин, то температура, при которой масло выдерживает такое испытание, считают температурой застывания.
Важной характеристикой масла при работе в различных условиях является химическая стойкость, показателями которой являются: кислотное число, характеризующее коррозионные свойства; зольность, характеризующая наличие несгораемых веществ в масле; коксовое число, показывающее способность масла к нагарообразованию; термоокислительная способность, характеризующая способность масла к ла-кообразованию.
Под стабильностью масла понимают способность масел противостоять окислению при повышенных температурах. К маслам предъявляются высокие требования в отношении наличия в них механических примесей (абразив, вода и т.д.), а также антизадирных свойств.
В масла добавляют специальные присадки для улучшения их свойств и пригодности для работы в тяжелых условиях. Присадки могут улучшать те или иные основные свойства масла (вязкость, антикоррозийные, антизадирные, антиокислительные и т.д.) отдельно или некоторые свойства одновременно - многофункциональные присадки. К наиболее распространенным многофункциональным присадкам относят АзНИИ - ЦИАТИМ-1, ЦИАТИМ-339, ВНИИНП-360 и другие, которые добавляют в различных количествах в основные масла. Обычно количество присадок к маслам не превышает 5-6%.
Замену масел при первом запуске станков осуществляют после 200-1000 ч работы, сроки замены увеличиваются до 2000-5000 ч. Через шесть месяцев следует делать анализ масел для определения их пригодности. Идеальные условия эксплуатации масел - при t = 30 -45° С; удовлетворительные - при t = 45 - 55° С; эксплуатация при температуре более 55°С, но не выше 65°С возможна при более частой замене масел.
Пластичные смазки. Основу пластичных смазок составляют минеральные масла, загущенные мылами (кальциевыми или натриевыми) нежирных кислот или немыльными загустителями. Эти смазки служат для защиты поверхностей от коррозии и уменьшения потерь на трение в механизмах. Наиболее распространены мыльные смазки (кальциевые, натриевые, литиевые, бариевые, алюминиевые и т.д.). Состав загустителя определяет свойства смазки.
Пластичные смазки обеспечивают следующее: снижение трения и износа в подшипниках оборудования в широком диапазоне температур при длительной эксплуатации; механическую стабильность (способность сохранить первоначальные свойства после деформирования) и предотвращение попадания воды и абразивных частиц: например, в подшипниках смазка распределяется тонким слоем и образует снаружи уплотнение, препятствующее вытеканию смазки и попаданию загрязнений (при малых нагрузках консистенция смазки - способность противостоять изменениям формы за счет механического сопротивления -остается почти неизменной); защиту от коррозии, адгезионные свойства; поглощение незначительного количества загрязняющих примесей, не ухудшая функциональных свойств; широкий температурный режим от-70°C до +350°С. Основным фактором, ограничивающим использование пластичных смазок, является отсутствие отвода тепла.
Теплостойкость, прочность, влагостойкость, стабильность и содержание механических примесей определяют физико-химические свойства консистентных смазок. Наиболее важной характеристикой является теплостойкость смазок, определяемая температурой каплепадения. Смазки с температурой каплепадения ниже 65°С образуют класс низкоплавких смазок, в диапазоне температур 65- 100°С - класс среднеплавких смазок и выше 100°С - класс тугоплавких смазок.
Способность смазок сопротивляться сдвигу под действием силы называют прочностью. Степень консистенции и прочностные свойства смазок в стандартах и технических условиях иногда характеризуют пенетрацией, причем, чем больше число, тем мягче смазка.
Коррозионные свойства консистентных смазок проверяют по степени их действия на металлические пластинки.
Совместимость пластичных смазок определяется содержанием в них загустителя и присадок. Смазки, которые содержат одинаковый тип мыла, обычно совместимы. Литиевые, например, несовместимы с натриевыми. Поэтому старую смазку перед нанесением новой необходимо полностью удалить.
В станках и другом технологическом оборудовании пластичные смазки в основном применяют для смазывания подшипников, тихоходных зубчатых колес, где имеется плохая герметизация.
В узлах всех типов используют ЛИТОЛ-24 - мазь коричневого цвета. Диапазон температур от 40°С до + 130°С.
Для скоростных шпинделей применяют литиевую комплексную смазку ЛКС-2 - мазь от светло-желтого до темно-коричневого цвета. Работает при скоростях до 5 · 105 мм/мин.
Кроме этой для шпинделей используют смазки ЦИАТИМ-221, ЦИАТИМ-202, ВНИИ НП-223 (оптимальная).
Твердые смазки. Смазочные материалы не нефтяного происхождения получают путем синтезирования различных органических и неорганических веществ. Наиболее распространены силиконовые (силиконы) и твердые дисульфитмолибденовые смазки.
Твердые смазки (графит, дисульфит молибдена и др.) имеют широкий температурный диапазон, высокую нагрузочную способность, химическую инертность, отсутствие загрязнений, большую долговечность, они не нуждаются в системах подачи смазки и уплотнениях. Недостатком этих смазок является более высокое трение по сравнению с маслами и отсутствие отвода тепла.
Твердые смазки используют в основном в виде порошков или паст с концентрацией твердых смазок от 20 до 70% общей массы. (В качестве жидких компонентов используют минеральные масла.) Наиболее часто применяется графит и дисульфид молибдена. Графит имеет высокие смазочные свойства, которые лучше проявляются в присутствии влаги, он химически стабилен. Дисульфид молибдена обладает очень высокой химической стабильностью, он стоек к большинству кислот, диамагнитен.
Выбор смазочного материала. При выборе смазочного материала нужно учитывать условия эксплуатации смазываемых поверхностей (тепловые, кинематические и силовые условия в контакте). К ним относятся давление, скорость качения и скольжения, температура, материалы контактирующих поверхностей деталей, среда, в которой работает узел трения. Для прямозубых цилиндрических и конических передач смазочный материал и способ подвода смазки выбирают в зависимости от типа передачи и окружной скорости. Пластичные смазки используют чаще всего в открытых передачах при окружной скорости меньше 4 м/с, а также в условиях, где применение жидких смазочных материалов невозможно. Для промышленных закрытых передач с окружной скоростью до 12-15 м/с используют обычно смазку окунанием колес в масляную ванну на глубину примерно 0,75 от высоты зуба. Объем масляной ванны рассчитывают в зависимости от передаваемой мощности (примерно на 1 кВт 0,25-0,75 л). При окружной скорости свыше 15 м/с для снижения потерь на преодоление сопротивлений следует применять струйную циркуляционную смазку. При этом нужно учитывать, что вязкость масла должна несколько понижаться с увеличением окружной скорости.
Рекомендации по выбору смазочного материала в основном заключаются в определении вязкости смазки в зависимости от контактного напряжения, окружной скорости и твердости поверхности с последующей экспериментальной проверкой работоспособности смазки в узле трения.
Для червячных передач чаще всего используется смазывание окунанием червяка или червячного колеса в масляную ванну. Смазочный материал выбирают в зависимости от скорости скольжения в зацеплении и условий работы червячной пары. Для быстроходных передач возможно применение масел с антизадирными присадками, в качестве которых используют растительные и животные жиры.
Для подшипников качения используются в основном жидкие смазочные масла. Их выбирают с учетом условий работы (скорость, нагрузка, температура окружающей среды), конструктивных особенностей подшипникового узла и специальных требований, предъявляемых к узлу.
При больших нагрузках и малых скоростях более вязкие масла, например, индустриальные 45, 50, трансмиссионные и др. Для быстроходных подшипников нужно применять маловязкие масла для уменьшения потерь на трение, например, МВП (приборное), индустриальные 12, 20, 30, трансформаторное и др.
В ряде случаев при работе узлов в тяжелых условиях (высокая температура 200 - 300°С или большие нагрузки и перепад температур) используют масла не нефтяного происхождения - диэфиры, кремний органические жидкости (полифенилметилсилоксаны, полиэтилсилоксаны и др.), фторуглероды и хлорфторуглероды, обладающие хорошей вязкостно-температурной характеристикой, низкой температурой застывания и высокой температурой вспышки.
Количество подаваемой смазки и способ ее подачи определяют в зависимости от режима работы подшипника качения. Использование жидких масел предпочтительнее, так как они легче проникают к поверхностям трения. Однако в труднодоступных местах, а также в целях увеличения сроков возобновления смазки в конструкциях опорных узлов предусматривается использование пластичных смазочных материалов (мази и пасты): 1-ЛЗ, ЦИАТИМ-201, 203, 221, 221С, ВНИИНП-242 и др. Консистентные смазки в узел обычно набивают на 1/3 свободного пространства корпуса. Предельная температура использования смазок при работе узла должна быть на 20 — 30°С ниже температуры каплепадения смазки.
По техническим условиям на работу узла иногда не допустимо использование жидких или консистентных смазок (вакуум, агрессивные среды). В этом случае применяют либо твердые смазочные покрытия, либо самосмазывающиеся материалы. Наиболее известны твердые смазки - графит, МоS2 и пленки из никеля, кобальта, серебра, золота, индия, а из самосмазывающихся материалов - ВАМК-1, ВАМК-21, фторопласт-4.
Для цепных передач применяют обильное смазывание, которое сравнительно легко осуществляется. В закрытых передачах оно уменьшает износ шарниров и увеличивает долговечность цепей. Смазку нужно подавать с внутренней стороны цепи вблизи приводной звездочки. В зависимости от скорости цепи используют следующие способы подвода смазки: ручной (для скоростей цепи Vц <2 м/с), капельный Vц<4 м/с, окунанием(для скоростей цепи Vц < 8 м/с), поливанием (для скоростей цепи Vц < 12 м/с), циркуляционный (для скоростей цепи Vц < 15 м/с) и струйный от насоса (для скоростей цепи Vц>12м/с).
Для легконагруженных цепных передач применяют пластичные смазки. Рекомендуется применять пластичные смазки с температурой каплепадения в диапазоне от 50 до 100°С.
Если по условиям работы цепной передачи жидкие или пластичные смазки недопустимы, то применяют твердые смазки - графит, дисульфид молибдена в порошкообразном состоянии.
Из жидких масел рекомендуются чистые нефтяные масла - индустриальное 20, 30, 45, цилиндровое (легкое) 11; из пластичных смазок (для работы цепи во влажной среде) рекомендуются солидолы: УС-1, УС-2, а для работы при отсутствии влаги и повышенной температуре - консталины.
В таблице 4.1 приведены характеристики наиболее часто применяемых смазок.
|
Наименование |
Область применения |
|
Масло индустриальное И8А |
Высокоскоростные шпиндели при частоте вращения 10000...15000 мин- или с окружной скоростью на шейке вала 3... 4,5 м/с при небольших нагрузках |
|
Масло индустриальное И12А |
Скоростные шпиндели при частоте вращения до 10000 мин при окружной скорости до 3 м/с |
|
Масло индустриальное И20Л |
Шпиндели с нормальной и повышенной частотой вращения, гидравлические системы, пневмогидравлические системы |
|
Жидкости кремнийорганические 132-24, 132-25 |
Поверхности металл-металл или металл-резина |
|
Масло трансмиссионное автомобильное |
Зубчатые редукторы, коробки передач, работающие при скоростях скольжения до 8 м/с. Средненагруженные червячные редукторы |
|
Масло турбинное |
Высокоскоростные подшипники скольжения |
|
Солидол синтетический С |
В узлах трения при температурах от -20 до +65°С |
|
Универсальная среднеплавкая смазка (жировой солидол) УС-1,УС-2 |
В малонагруженных подшипниках качения при температурах от -25 до +65°С. Водостойкая |
|
Универсальная тугоплавкая водостойкая жировая смазка 1-13 |
Средне- и высоконагруженные подшипники качения при температурах выше 60 °С, но не более 110 °С. Водостойкая |
|
Смазка ЦИАТИМ-201 |
Подшипники качения и скольжения, узлы трения, температуры от -60 до +90 °С. Боится влаги |
|
Смазка ЦИАТИМ-202 |
Подшипники качения и скольжения, температура от—50 до + 120°С |
|
Смазка ЦИАТИМ-203 |
Та же, что и ЦИАТИМ-201, но с улучшенными противозадирными свойствами |
|
Смазка ЦИАТИМ-221 |
Узлы трения в сопряжении металл-металл или металл-резина при температурах от -60 до +150°С |
|
Графитная смазка |
Открытые зубчатые передачи, цепные передачи, домкраты, резьбовые соединения, при температурах от -10 до +70°С |
|
Смазка ПВК |
Для предохранения оснастки от коррозии при температурах от -50 до +50°С, при влажности до 90% |
В многошпиндельных головках, редукторах технологического оборудования применяется циркуляционный способ смазки с ее подачей в зону зацепления зубчатых колес при окружных скоростях свыше 15 м/с.
К косозубым зубчатым колесам смазочный материал подводится со стороны входа зубьев в зацепление, к подшипникам качения - с внешней стороны. Для смазывания упорных подшипников следует предусматривать специальные канавки, выточки, через которые будет поступать смазочный материал, так как из-за малых зазоров его прокачивание через упорный подшипник в большинстве случаев практически невозможно.
Смазывание погружением и разбрызгиванием используется при окружных скоростях вращения зубчатых колес до 15 м/с и червяков -до 10 м/с в зубчатых и червячных передачах.
На рис.4.1 указаны рекомендуемые уровни масла при смазывании погружением зубчатых колес и подшипников. При этом забор масла должен происходить из зоны, где не могут скапливаться выпадающие осадки (рис.4.2). Жидкий смазочный материал - при температуре опоры до 120°С, а некоторые специальные сорта смазочного материала допускают работу при температуре до 150...160°С. При температурах больших или равных 150...160°С, рекомендуется применять твердые смазочные материалы. В скоростных наружных механизмах пополнение количества смазочного материала должно происходить через 3...4 месяца, а через год его нужно менять. В общем случае применение пластичного смазочного материала рекомендуется в неответственных передачах при хорошем доступе к механизму.
Пластичные смазочные материалы в подшипниках используются при температурах до 100°С и скоростях до 10 м/с.
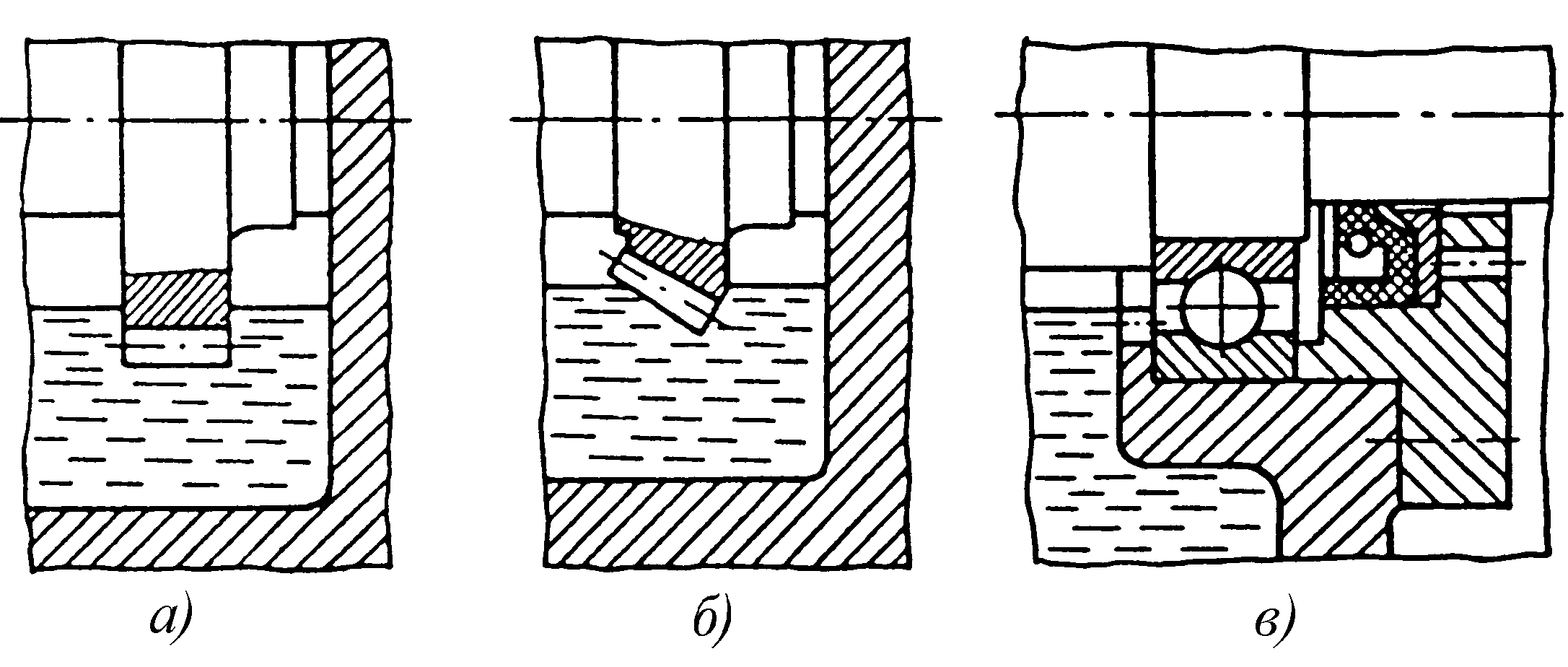
Рис.4.1. Уровни жидкости при смазке разбрызгиванием: а - цилиндрическая зубчатая передача; б - коническая зубчатая передача; в - шариковый подшипник
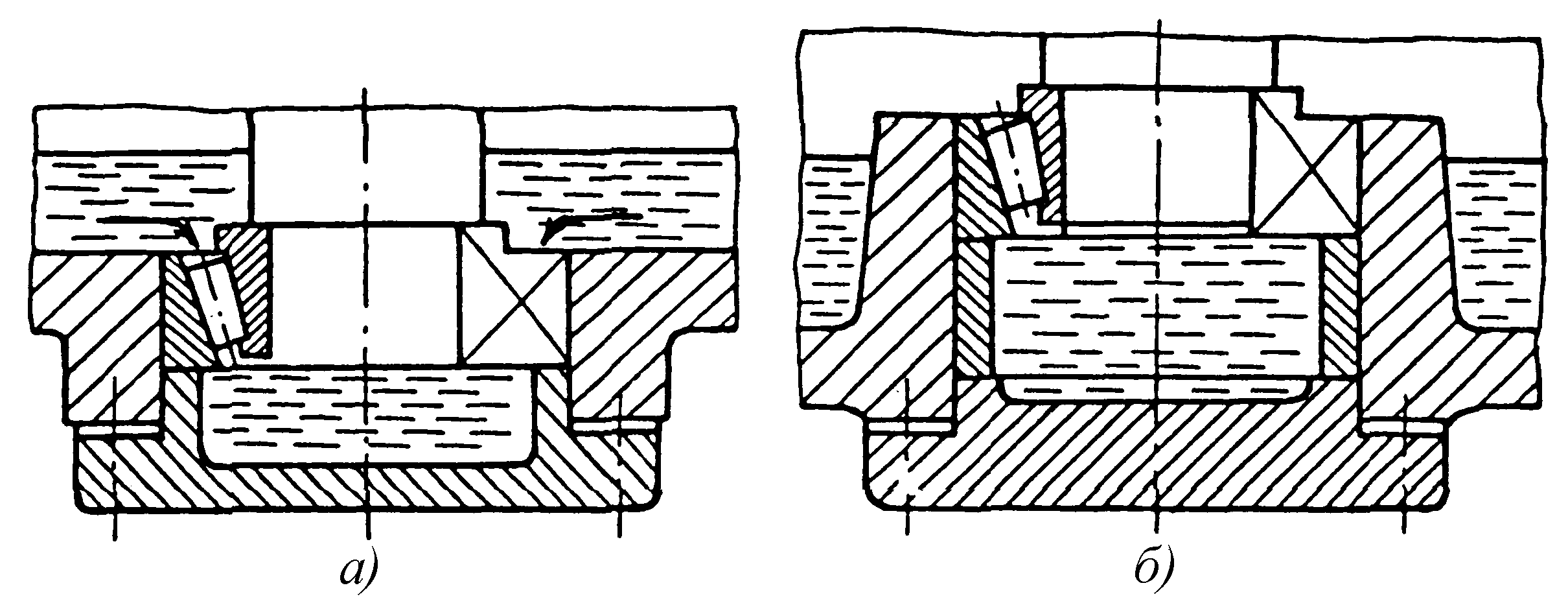
Рис.4.2. Расположение подшипникового узла в зоне выпадения осадков из смазки: а - нерекомендуемое; б – рекомендуемое
Особенности густых смазочных материалов по химической реакции должны учитываться конструкторами при проектировании механизмов. Недопустимо применение натриевых смазочных материалов при возможности их контакта с водой или водными эмульсиями, так как они смываются. Солидолы нечувствительны к воде, и именно их рекомендуется использовать в этих местах.
Комбинированные и специальные способы смазывания (масляным туманом) допускают скорости вращения до 15 м/с и в отдельных случаях - до 30 м/с.
При смазывании подшипников качения масляным туманом оптимальной величиной подачи масла является 1..2 капли в минуту при частоте вращения около 10000 мин-1 .
