







Привод, обеспечивающий точные перемещения от маломощных сигналов управления и преодоление больших нагрузок, широко используется в технике. Внедрение следящего привода в станках началось с его применения для решения задач изготовления деталей по образцу или шаблону. Такой метод обработки получил название копирования, а станки с использованием следящего привода стали называть копировальными станками.
При обработке на токарных, фрезерных, строгальных и других станках широко распространено управление с копирными программами, использующее следящие системы для регулирования относительного положения щупа и режущего инструмента.
В простейшем случае (применительно к токарным станкам) копировальная система действует по следующему принципу. На станине станка смонтирован копир (программа) 1, в соприкосновении с которым находится щуп 2 датчика 3 (рис.6.17), присоединенного к поперечным салазкам 6. Продольная подача суппорта 4 заставляет щуп скользить по копиру (ведущее движение). Под воздействием копира щуп отклоняется от своего нормального положения, и это отклонение преобразуется датчиком 3 в управляющие сигналы, посылаемые исполнительному двигателю 7 непосредственно или через промежуточное устройство 5, для перемещения поперечных салазок 6 в нужном направлении (следящее движение).
Элементы привода могут быть основаны на различном принципе действия и иметь различное конструктивное оформление. Основные разновидности копировальных систем, получившие применение на станках широкого и специального назначения, следующие:
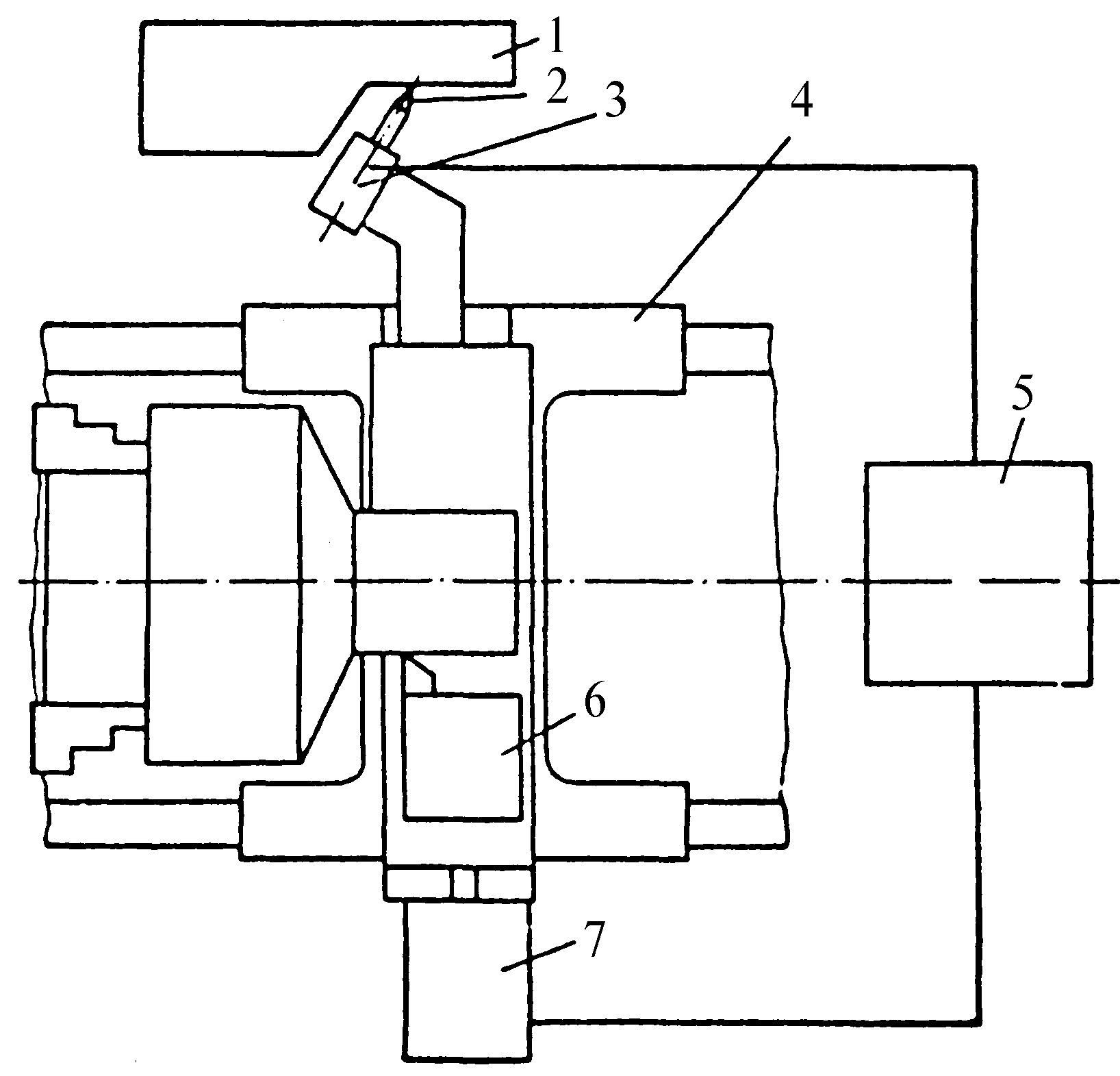
Рис.6.17. Принцип действия копировальных следящих систем
- гидравлические, имеющие датчики, промежуточное устройство и исполнительный двигатель гидравлического типа;
- электрогидравлические, с электрическим датчиком, посылающие сигналы электрогидравлическому промежуточному устройству;
- электромеханические, имеющие электрические датчики и промежуточное устройство и использующие в качестве исполнительного органа электромагнитные муфты или электрический исполнительный двигатель;
- пневмогидравлические, датчик которых – пневматический, промежуточное устройство – пневмогидравлическое и исполнительный двигатель – гидравлический.
В зависимости от количества следящих движений различают следующие копировальные системы: однокоординатные с независимой скоростью ведущего движения; однокоординатные с зависимой скоростью ведущего движения; многокоординатные.
Копировальная система может быть встроена в станок или может представлять отдельный агрегат, легкои быстро пристраиваемый ксо-ответствующему станку. Станки, оснащенные встроенной копировальной системой, служат либо только для копировальных работ, либо, наряду с копировальной обработкой, могут выполнять работы, обычные для этого типа станков. В последнем случае конструкция станков предусматривает быстрый и удобный переход от обычной работы к копированию и наоборот. Большей частью это совершается простым поворотом соответствующего рычага.
